
Schweiß-ABC
Kemppi's advanced welding processes: MIG/MAG welding
24. Juni 2025
One of the most important elements in developing welding equipment has long been improving welding processes and creating new process variations. Modern measurement and arc control methods have made a wide range of variations in the arc welding process possible. These advanced welding processes significantly improve welding production efficiency and weld quality. This article presents the special processes and operations developed by Kemppi for MIG/MAG welding.
Antti Kahri
Themen:
Table of contents
MIG/MAG welding
MIG/MAG welding has several features that allow it to be developed in many directions compared to other arc welding processes. The automatic wire feed allows for exploiting a wide range of precisely controlled events. In addition, the characteristics of the different arc types make it attractive to develop many process variations.
Pulsed MIG/MAG welding
In pulsed MIG/MAG welding, the material transfer is controlled by a pulsed current. This causes a droplet transfer, which occurs in the same way as spray arc welding, without short circuits. Current pulses are applied at high frequency to the base current (Figure 1), each pulse detaching one droplet. The short-circuit-free material transfer is achieved at a much lower average welding current than with a constant current by pulsing the welding current. In pulsed MIG/MAG welding, we talk about a specific type of arc, the pulsed arc. The working range of the pulsed arc covers all arc types of conventional MIG/MAG welding – short arc, globular arc, and spray arc. Compared to short arc welding, higher weld metal deposition and travel speed can be achieved, while compared to spray arc welding, the heat input is lower. Compared to conventional MIG/MAG welding, there are fewer spatters.
Pulse MIG/MAG is available on the following machines:
X5 FastMig Pulse and X5 FastMig Pulse+
X3 FastMig Pulse
Master M 355 ja Master M 358
Master M 205
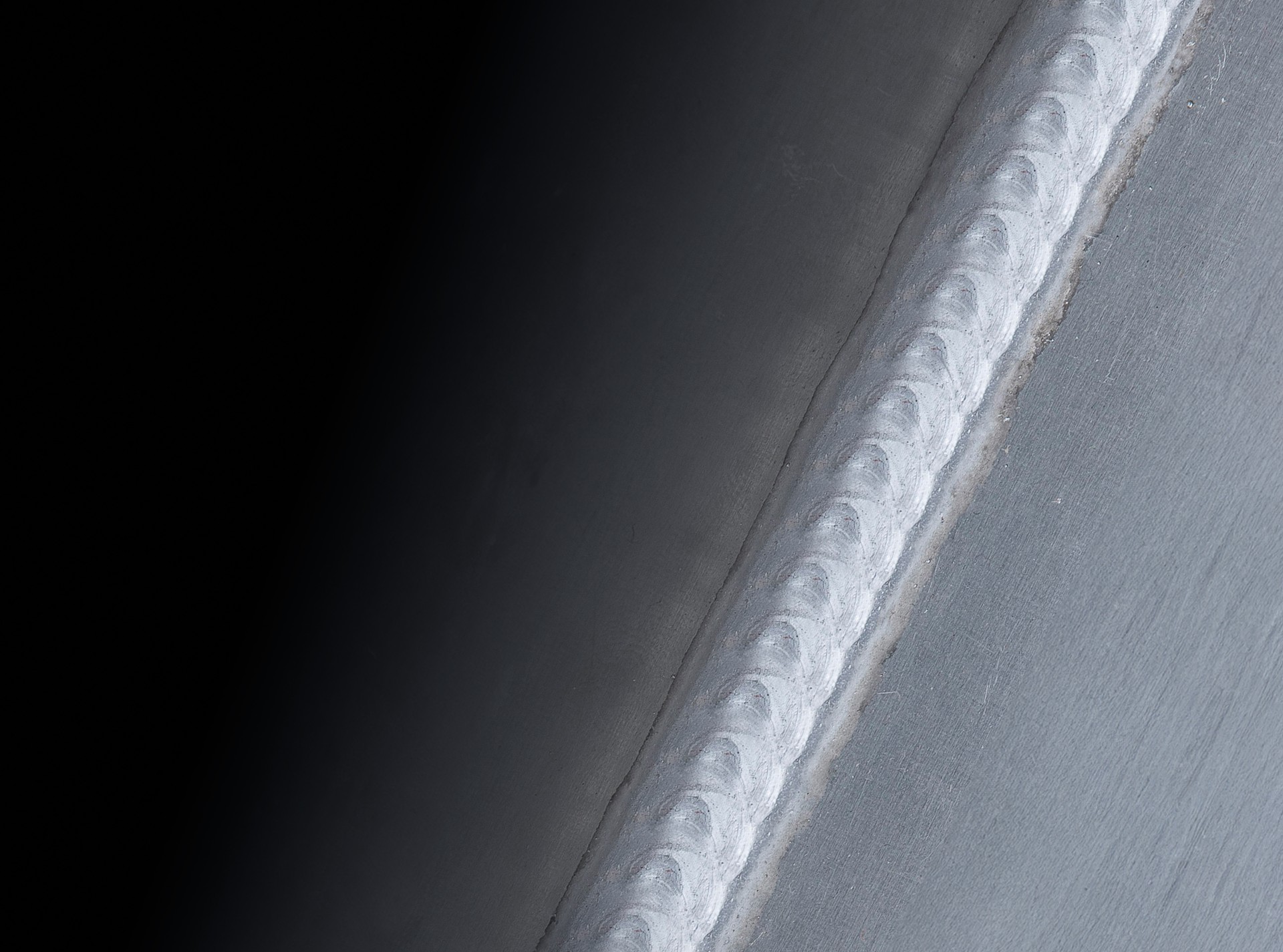
Double pulse MIG/MAG welding
The only fundamental difference between double pulse MIG/MAG welding and conventional pulsed MIG/MAG welding is that the wire feed rate is also pulsed in addition to the welding current and arc voltage. The pulsing of the wire feed rate is achieved by varying the two different speed levels at a frequency significantly slower than the pulse frequency of the welding current. The wire feed rate pulse frequency is typically in the order of 1...10 Hz. To diversify the applications of the process, several parameters related to the variation of these two power levels are left to the user to adjust. Double pulse MIG/MAG welding can extend the range of MIG/MAG welding applications or further increase the productivity of specific applications. Typical applications are position welding of austenitic steels and sheet metal welding. The process can also be used in applications with high or otherwise specific visual requirements (Figure 1).
Double pulse MIG/MAG is available on the following machines:
X5 FastMig Pulse and X5 FastMig Pulse+
Master M 355 and Master M 358
WiseRoot+
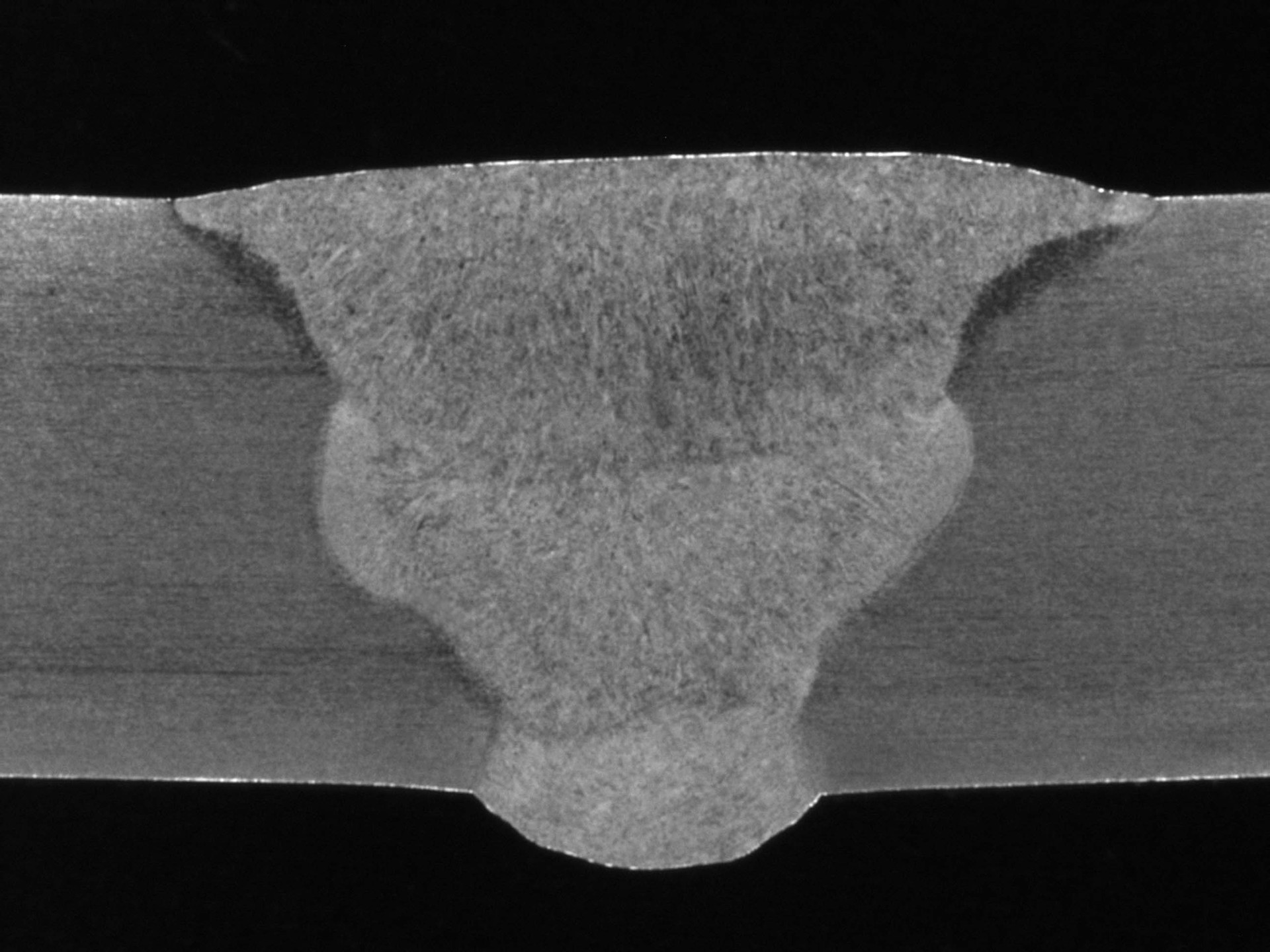
WiseRoot+ is a modified short arc process developed by Kemppi for root pass MAG welding of non-alloyed, low alloy, and stainless steels. Using a separate measuring cable, the WiseRoot+ process is based on highly accurate voltage measurement and current control. The power source detects a short circuit, after which a controlled increase in current is applied to cause the filler wire droplet to pinch at the end of the filler wire. The current is pulled down before the filler wire droplet detaches, and the short circuit release is based on accurate voltage measurement. A short circuit released at a low current will cause a spatter-free and stable material transfer. After the short-circuit ends, a forming pulse is generated in the current, adding heat to the weld pool but not transferring material.
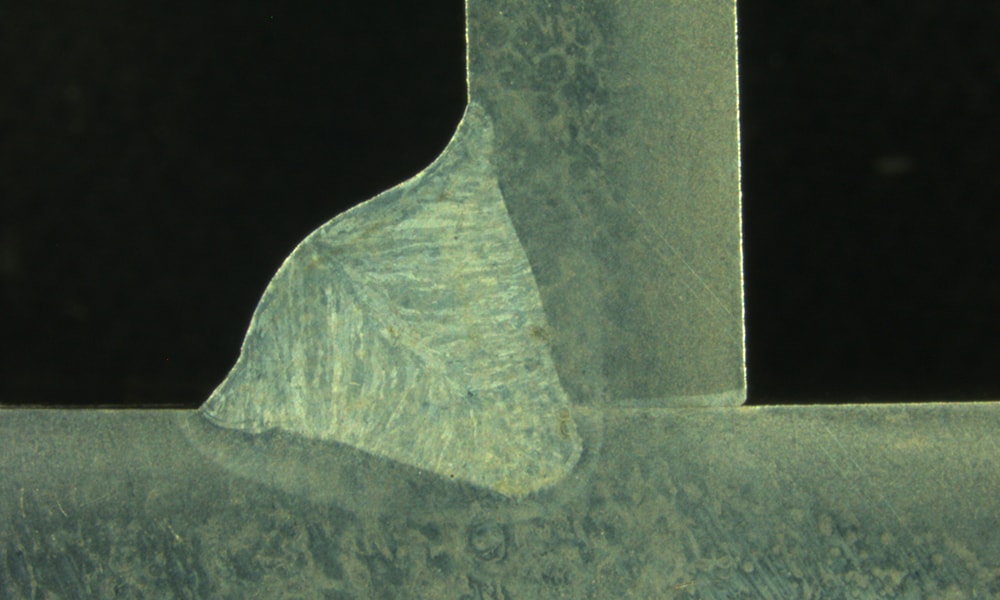
The WiseRoot+ process can be used to weld butt joints of pipes and plates through one side without root backing (Figure 2). The process tolerates different welding positions and variable and large air gaps. Challenging root welds have traditionally been performed by TIG, which has relatively low productivity. With WiseRoot+, many such welds can be performed at many times the speed. WiseRoot+ is a very easy-to-use process. The correct welding program is selected based on the filler wire and shielding gas. The user selects the correct wire feed speed, and all other necessary parameters come from the selected welding program. The welder also has a fine tuning to modify the thermal effect of the arc, for example, to obtain the desired weld bead shape.
WiseRoot+ is available on the following machines:
X5 FastMig Pulse+
WiseThin+
WiseThin+ is a modified short arc process with an operating principle similar to that of the previously presented WiseRoot+, but with features tailored to the welding of thin sheets. Compared to WiseRoot+, the heat input of the process is slightly higher to achieve smooth welds for the types of joints typically used on sheet metal, such as overlap joints, fillet joints, and corner joints. However, compared to traditional short arc welding, the heat input is significantly lower, so weld deformations are smaller. Heat input is also often reduced as the process allows high travel speeds. In addition, there are fewer spatters in many welding applications, so the need for rework is reduced. WiseThin+ can be used with most wire types, diameters, and shielding gases for steel and stainless steel welding and MIG brazing.
WiseThin+ is available on the following machines:
X5 FastMig Pulse+
WiseSteel
WiseSteel is a MAG welding process developed by Kemppi for welding structural steels. It can weld different strength grades of solid and metal cored wires using Ar + 8...18% CO2 shielding gas. The starting point for developing the WiseSteel welding process was to improve each arc type of conventional MAG welding and, thus, the quality and productivity of welding structural steels with different plate thicknesses. The process can reduce the risk of welding defects at high welding speeds, and the low heat input required for higher-strength steel grades can also be achieved.
In the short-circuit range, WiseSteel measures the short-circuit frequency and uses it to adjust the voltage adaptively. For example, if the short-circuit frequency starts to slow down, the voltage is adaptively adjusted lower, which in turn causes the frequency to increase. The WiseSteel process short arc area can be used for thin sheets of 1-3 mm, root pass, and position welding of thicker plates. The globular arc is an arc type with lots of spatters in MAG welding and should usually be avoided. WiseSteel varies the wire feed rate by about 2 Hz in the globular arc range between the short arc and spray arc values. In this way, the average power is in the globular arc range, but the welding takes place in the short and spray arc ranges in short periods. WiseSteel's globular arc range is particularly suitable for 4-5mm plate thicknesses. In the spray arc range, the welding current is pulsed at around 200-300 Hz, which improves arc focus and stability at low arc voltage. Good arc focusing and low arc voltage (=short arc dimension) are the key to achieving high travel speeds and low heat input. The WiseSteel spray arc range is typically suitable for plate thicknesses upwards of 5 mm in PA and PB positions.
WiseSteel is available on the following machines:
X5 FastMig Pulse ja X5 FastMig Pulse+
X5 FastMig Auto
Master M 358
WiseFusion
WiseFusion is a welding function that allows the arc to remain optimally short at all times, regardless of the conditions, thanks to adaptive control. The adaptive arc control makes the welder's job easier by eliminating the need to fine-tune the arc length. The power source detects short circuits and keeps the arc always within the short-circuit limit. In pulsed MIG/MAG welding, this means that sometimes a droplet will detach without short-circuit during the current pulse, and sometimes the arc is so short that the droplet causes a short-circuit. WiseFusion's arc is short and narrow, so the weld pool is small and easy to handle—the small size of the weld pool results in good position welding characteristics of aluminum. WiseFusion's energy-dense arc helps to achieve sufficient penetration, weld deep grooves, and allows higher travel speeds.
The relatively low heat input of WiseFusion can be exploited, especially when welding high-strength steels. Too high heat input creates a wide, softer zone in the weld transformation zone, reducing the impact toughness and strength of the weld. Low heat input also has other advantages, as it allows higher welding speeds than conventional methods, provided that the welding parameters are set so that the heat input is the same between the processes.
WiseFusion is available on the following machines:
X5 FastMig Pulse ja X5 FastMig Pulse+
X5 FastMig Auto
Master M 358 and Master M 355
WisePenetration
In traditional MIG/MAG welding, even a small change in the stick-out length causes a drastic change in the welding current. Welding current directly affects penetration. If, for example, the stick-out length becomes longer, this can easily lead to a lack of penetration of the weld. WisePenetration prevents the change in welding current by actively adjusting the wire feed. In this way, welding errors due to changes in the stick-out lengths are avoided, and the mechanical properties of the weld are maintained at the desired level. In addition, WisePenetration automatically ensures that the welding current remains within the limits of the welding procedure specification (WPS). In addition to the welding current, WisePenetration also optimizes the arc length by using the same operating principle as the previously presented WiseFusion and active wire feed control. This combination makes the process stable in situations where the stick-out length changes.
WisePenetration is available on the following machines:
X5 FastMig Pulse and X5 FastMig Pulse+
X5 FastMig Auto
Master M 358
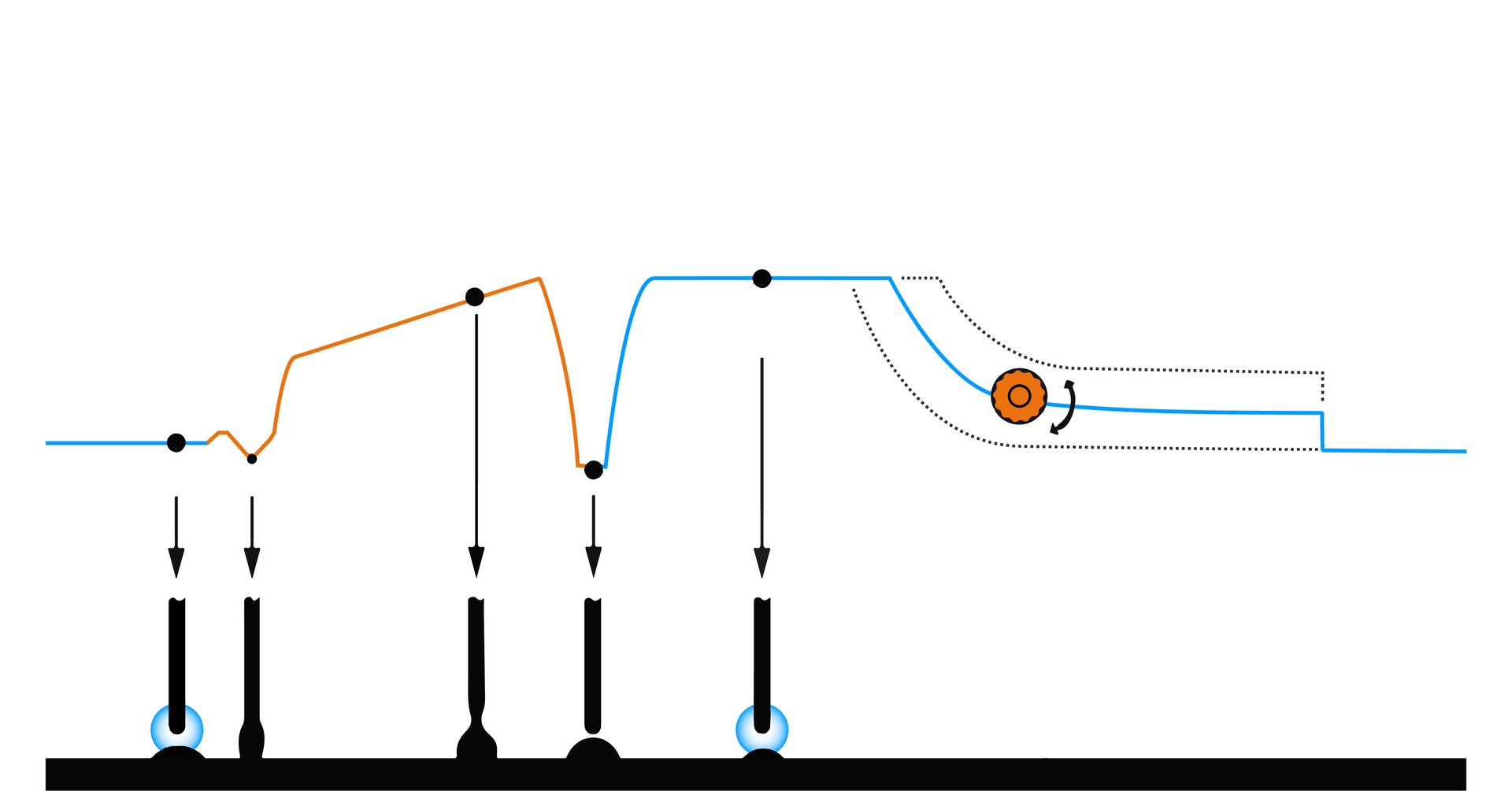
MAX Cool
MAX Cool is a modified short arc process for root pass, thin sheet welding, and arc brazing. The principle of operation of the process is shown in Figure 5. After the short-circuit dynamics typical of short arc welding, the welding current is quickly brought to a low level when a short circuit is released, thus minimizing the amount of spatter generated. A forming pulse is then applied, which is designed to give the weld the desired shape through a suitable, precisely controlled heat input. Apart from the wire feed speed, the only parameter that can be controlled is the heat fine-tuning, which influences the size of the shaping pulse and, thus, the weld pass shape. MAX Cool combines the features of WiseRoot+ and WiseThin+ but without needing a separate voltage measurement cable. For this reason, MAX Cool is also available for compact-class welding machines like Master M.
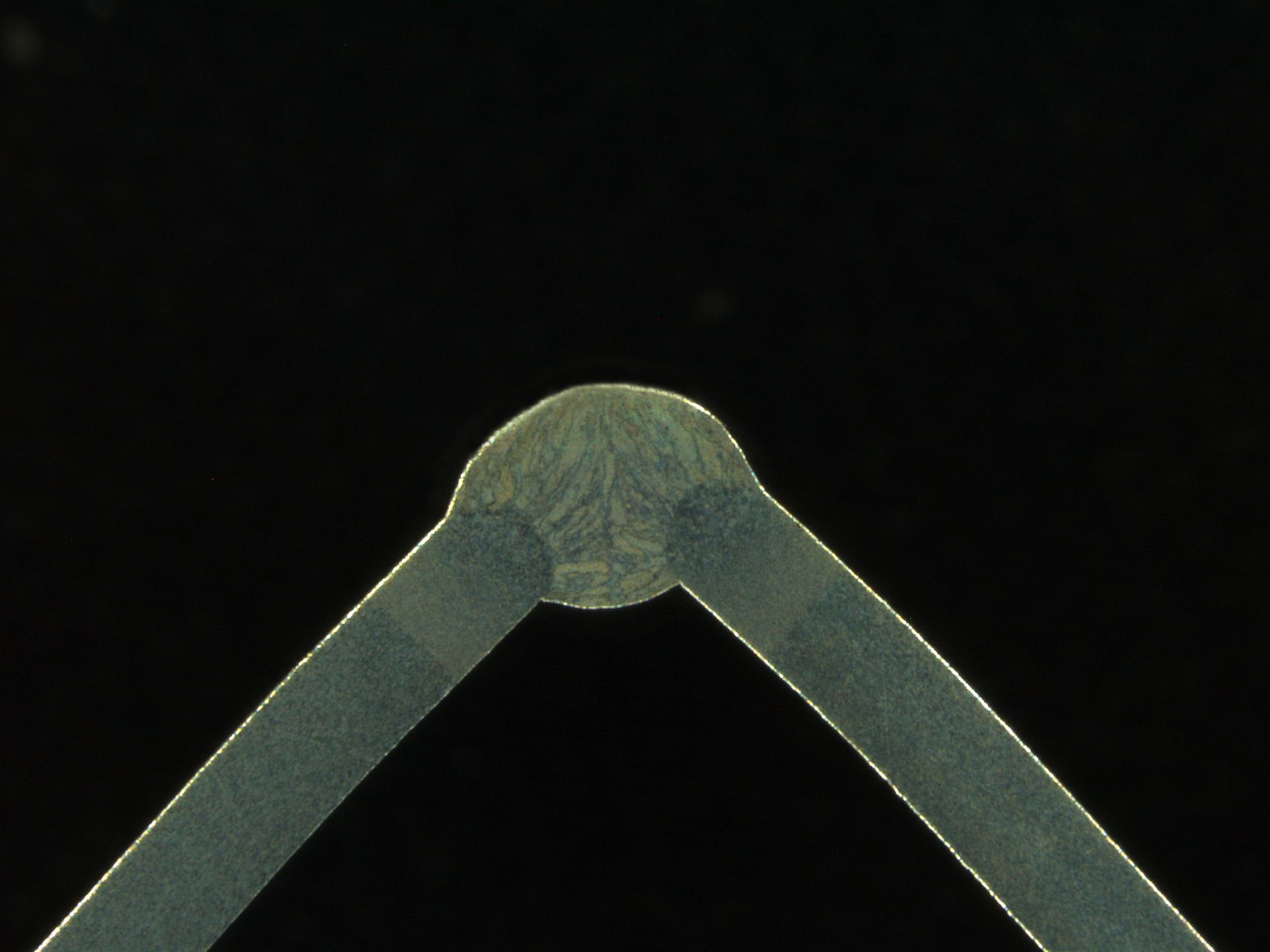
Compared to traditional short arc welding or pulse welding, the MAX Cool process achieves lower heat input, resulting in minimal weld defects even on thin sheets (Figure 4). Due to the low heat input and precise arc control, the weld pool of the process is easily controllable, resulting in excellent position welding characteristics. In addition, welding even large root gaps is easily controllable without the risk of weld pool collapse. In welding tests, root gaps up to 12 mm have been successfully welded on sheet metal. Compared to traditional short arc welding, MAX Cool produces less spatter. A major advantage of root pass welding compared to pulse welding is that there is no need for backing.
MAX Cool is available on the following machines:
X5 FastMig Pulse and X5 FastMig Pulse+
X5 Auto
Master M 355 and Master M 358
Master M 323
Only welding programs mentioned below:
F02 (0,9 mm Fe & Ar + 18 % CO2)
F03 (1,0 mm Fe & Ar + 18 % CO2)
F23 (1,0 mm Fe & CO2)
M04 (1,2 mm Fe Metal & Ar + 18 % CO2)
S03 (1,0 mm Ss & Ar + 2 % CO2)
MAX Speed
MAX Speed is a modified spray arc process where the welding current is pulsed at a high frequency. The pulse amplitude is lower than in conventional pulsed MIG/MAG welding. In addition to the high frequency, the arc voltage of the process is low. The combination of these factors results in a narrow and short arc with a focus that can withstand the highest travel speed requirements of manual welding and provides high potential for mechanized and automated welding. Unlike traditional pulsed MIG/MAG welding, the pulse frequency is kept constant, so it does not change if the stick-out length changes.
MAX Speed has been developed for all weldable steel grades. It is particularly suitable for high-strength steels as the low arc voltage of the process, combined with the high travel speed enabled by the narrow and well-focused arc, results in very low heat input. In addition to the high travel speed and low heat input, MAX Speed can also be utilized through penetration. Increasing the travel speed allows for a higher wire feed speed, thus increasing the penetration depth. A typical penetration profile of the process is shown in Figure 5. This can be exploited, for example, in mechanized welding so that welds can be designed smaller, increasing welding productivity. In developing the MAX Speed process, it has also been found that small welding current variations and short arc length improve the tolerance to magnetic blow, especially on unalloyed and low-alloy structural steels, compared to conventional pulse welding.
MAX Speed is available on the following machines:
X5 FastMig Pulse and X5 FastMig Pulse+
X5 Auto
Master M 355 and Master M 358
MAX Position
MAX Position is a synergic MIG/MAG process for position welding, with high and low power alternating at a frequency that allows good weld pool control. This frequency is typically 0.8...2.5 Hz. Higher power ensures penetration, and the lower power cools the weld pool in challenging welding positions. For unalloyed and low-alloy steels, a higher power is used for the pulse arc and a lower power for the short arc. A pulse arc is used at both powers for stainless steel and aluminum alloys.
MAX Position is optimized for welding in the PF position, but can be used in all possible welding positions. Traditionally, welding in the PF position with a solid wire requires a weaving motion, but with MAX Position, it is possible to use direct travel. Adjusting the process is easy, as typically, the user only needs to adjust the plate thickness, after which welding can start directly. Compared to traditional short arc MAG welding with a weaving motion, the MAX Position can use a higher travel speed and higher average wire feed speed, resulting in significantly more efficient welding. For example, in the comparison test shown in Figure 6, the MAX Position achieved a travel speed of 180 mm/min, compared to 100 mm/min with the conventional method. The MAX Position also allows welding a smaller throat thickness, resulting in lower heat input and less deformation. Compared to welding with rutile filler wire, MAX Position solid wire welding has the advantage of being non-slagging and having lower filler material costs.

MAX Position is available for the following machines:
X5 FastMig Pulse and X5 FastMig Pulse+
Master M 355 and Master M 358
Touch Sense Ignition (TSI)
Arc ignition and the early welding phase are typically challenging and critical in MIG/MAG welding. The arc must be ignited quickly and reliably between the moving filler wire and the workpiece, which is usually relatively cold. After ignition, it is important to stabilize the welding process quickly, for example, in terms of arc length, to enable high-quality welding and avoid welding defects. With these issues in mind, Kemppi has developed Touch Sense Ignition (TSI).
In TSI, the wire feeder pushes the filler wire towards the workpiece at a low creep start speed, and the open circuit voltage is used to detect a short circuit, i.e., mechanical contact. The wire is then immediately pulled back a few millimeters, and at the same time, the power source starts to provide a pilot current to ignite the pilot arc. During the ignition of the pilot arc, a small ignition pulse is given to move the wire slightly further away from the workpiece, and at the same time, the wire is again pushed towards the workpiece at creep start speed. At an appropriate stage, an ignition pulse is given to ignite the welding arc. Immediately afterward, the wire is accelerated to the optimum welding wire feed speed.
The benefits of Touch Sense ignition are mainly because it gives the welding wire room to move before the welding starts. This makes avoiding strong short-circuit situations that cause spatter and arc instability easier. This results in a soft ignition feel, which many welders nowadays prefer. Due to reduced welding defects caused by spatter and arc instability, such as undercut, Touch Sense ignition can minimize rework and even loss in welding production.
TSI is available on the following machines
X5 FastMig Pulse and X5 FastMig Pulse+
X5 FastMig Auto
Master M 355, Master M 358, and Master M 353
Table of advanced welding programs compatible with Kemppi welding machines
X5 Pulse+ | X5 Pulse | X5 Auto | X3 Pulse | Master M 358 | Master M 355 | Master M 353 | Master M 323 | Master M 205 | |
|---|---|---|---|---|---|---|---|---|---|
Pulsed MIG/MAG | X | X | X | X | X | X | |||
Double pulse MIG/MAG | X | X | X | X | |||||
WiseRoot+ | X | ||||||||
WiseThin+ | X | ||||||||
WiseSteel | X | X | X | X | |||||
WiseFusion | X | X | X | X | X | ||||
WisePenetration | X | X | X | X | |||||
MAX Cool | X | X | X | X | X | X* | |||
MAX Speed | X | X | X | X | X | ||||
MAX Position | X | X | X | X | |||||
TSI | X | X | X | X | X | X |
*Only selected welding programs

Antti Kahri
Antti Kahri
A respected expert in the field of welding, who tragically passed away in early June 2025 while pursuing his passion on a fly fishing trip. As a Welding Engineer on Kemppi Oy’s Welding Team, he held the prestigious International Welding Engineer (IWE) qualification and brought over a decade of experience to developing advanced welding characteristics for TIG, MIG/MAG, and MMA welding machines, including the renowned X8 MIG Welder and MasterTig. Known for his deep expertise and commitment to welding excellence, he was passionate about enhancing the quality and efficiency of welding through user-friendly innovations. His legacy lives on in the technology he helped shape and in the inspiration he offered to colleagues and the wider welding community.
Verwandte Produkte

Produktfamilie
Das modulare Multiprozess-Schweißgerät mit 360-Grad-Abdeckung ist insbesondere auf das Hochleistungsschweißen mit MIG/MAG ausgelegt. X5 FastMig bietet optional die Schweißverfahren Manuell, Synergetisch und Puls. Der modulare Aufbau und die breite Zubehörpalette sorgen bei diesen Schweißverfahren für Flexibilität und Effizienz.

Produktfamilie
Die Master M ist ein kompaktes und leistungsstarkes MIG/MAG-Schweißgerät für manuelles, synergisches und Puls-Schweißen, das erstklassige Schweißleistung mit hervorragender Anwenderfreundlichkeit kombiniert

Produktfamilie
Die Master M 205 und die Master M 323 setzen neue Maßstäbe für Kraft und Leistung in einem tragbaren MIG-Schweißgerät. Die kompakten, leichten und mobilen MIG-Schweißmaschinen sind immer dort zur Stelle, wo sie gebraucht werden.
Weitere Blog-Beiträge

Wie man die häufigsten Fehler beim MIG/MAG-Schweißen vermeidet
Die Qualitätsanforderungen in der Schweißproduktion steigen mit der Optimierung von Strukturen sowie der Entwicklung von Werkstoffen und Schweißprozessen. Schweißfehler können im schlimmsten Fall schwere Unfälle und strukturelle Schäden verursachen. Daher ist es wichtig, sie zu vermeiden und die Mechanismen zu verstehen, die sie verursachen. In diesem Text stellen wir die häufigsten MIG/MAG-Schweißfehler vor und zeigen, wie sie am besten vermieden werden können.
Schweiß-ABC

Berechnung des Wärmeintrags beim MIG/MAG-Schweißen
Die neue Norm für Schweißverfahrensprüfungen, EN-ISO 15614-1:2017, enthält Empfehlungen für die Messung und Berechnung des Wärmeeintrags. Was bedeutet das jedoch konkret für das MIG/MAG-Schweißen? Und wie können Werkstätten diese Berechnungen in der Praxis durchführen?
Schweiß-ABC
What is pulsed MIG welding, and for what you can use it?
Pulsed MIG/MAG welding is a significant improvement in welding technology, offering accuracy, productivity, and flexibility that conventional welding methods can hardly compete with. This advanced process has become popular for professionals looking to improve weld quality, especially in demanding applications. Here's a closer look at how pulsed MIG/MAG welding works and the situations where it truly shines.
Schweiß-ABC

MIG/MAG-Schweißen
MIG-Schweißanwendungen, Ausrüstung und Techniken
Schweiß-ABC

Lifecycle assessment in welding: A data-driven path to sustainability
Lifecycle assessment (LCA) is a systematic method for evaluating a product’s environmental impact throughout its lifespan—from raw material extraction and manufacturing to usage and end-of-life disposal.
Manuelles Schweißen

Wie die Schweißmanagement-Software WeldEye den Standard für die Rückverfolgbarkeit von Schweißarbeiten setzt
Die Rückverfolgbarkeit von Schweißnähten wird zu einer immer wichtigeren Anforderung in Branchen, in denen Sicherheit, Qualität und Konformität an erster Stelle stehen.
Digitalisierung
