
Welding ABC
TIG welding
January 28, 2024
Applications, welders, and techniques for TIG welding
Kemppi marketing
THE TIG WELDING PROCESS AND MORE
In TIG welding (Tungsten inert gas), the welding arc is formed between a non-consumable tungsten electrode and the workpiece. The shielding gas is always an inert gas that does not affect the welding process per se. Usually, the shielding gas is argon and it protects not only the molten weld but also the electrode in the torch from oxygenation.
The filler material may not be necessary for TIG welding. The pieces can be fused also by melting the groove together. If a filler is used, it is fed into the molten weld manually and not through the welding torch as in MIG/MAG welding. Therefore, the TIG welding torch has a completely different structure than a MIG/MAG torch.
Various TIG welding methods include, for example, the DC TIG welding method that uses direct current, AC TIG welding that utilizes alternating current and pulse TIG.
TIG WELDING IS SUITABLE FOR BOTH MANUAL AND MECHANIZED WELDING
The most important applications for TIG welding are pipeline and pipe welding. It is, however, used in many industries, such as aviation and aerospace and sheet metal industries when welding particularly thin materials and special materials such as titanium.
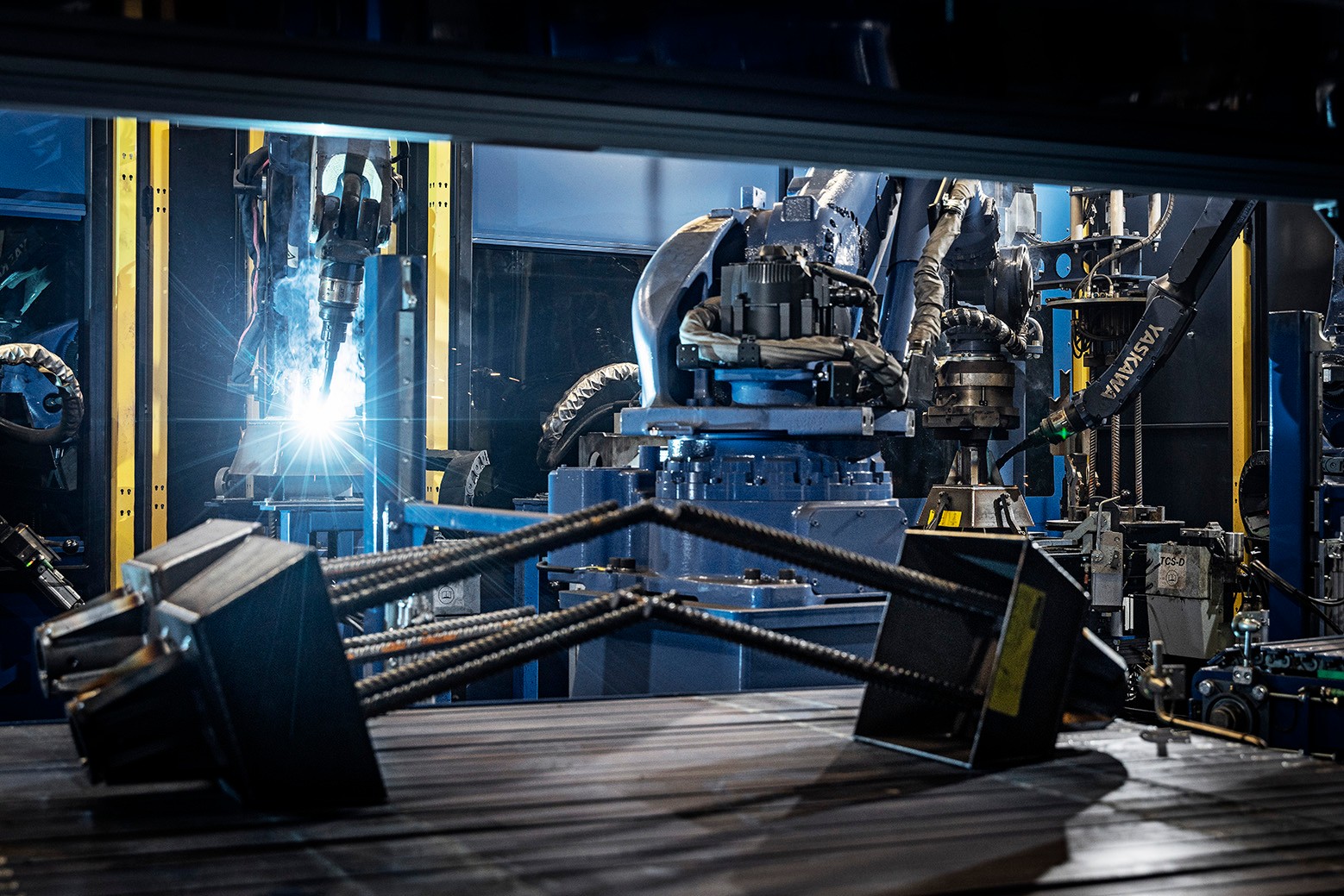
TIG welding is suitable for both manual and mechanized welding as well as for using welding robots.
TIG WELDERS DO NOT NEED WIRE FEEDERS
TIG welding equipment comprises a power source, grounding cable, welding torch, and shielding gas tank or gas network interface. The machine may also contain a liquid cooling unit. A wire feeder is not required as the filler material is manually fed.
Browse Kemppi TIG welding machines
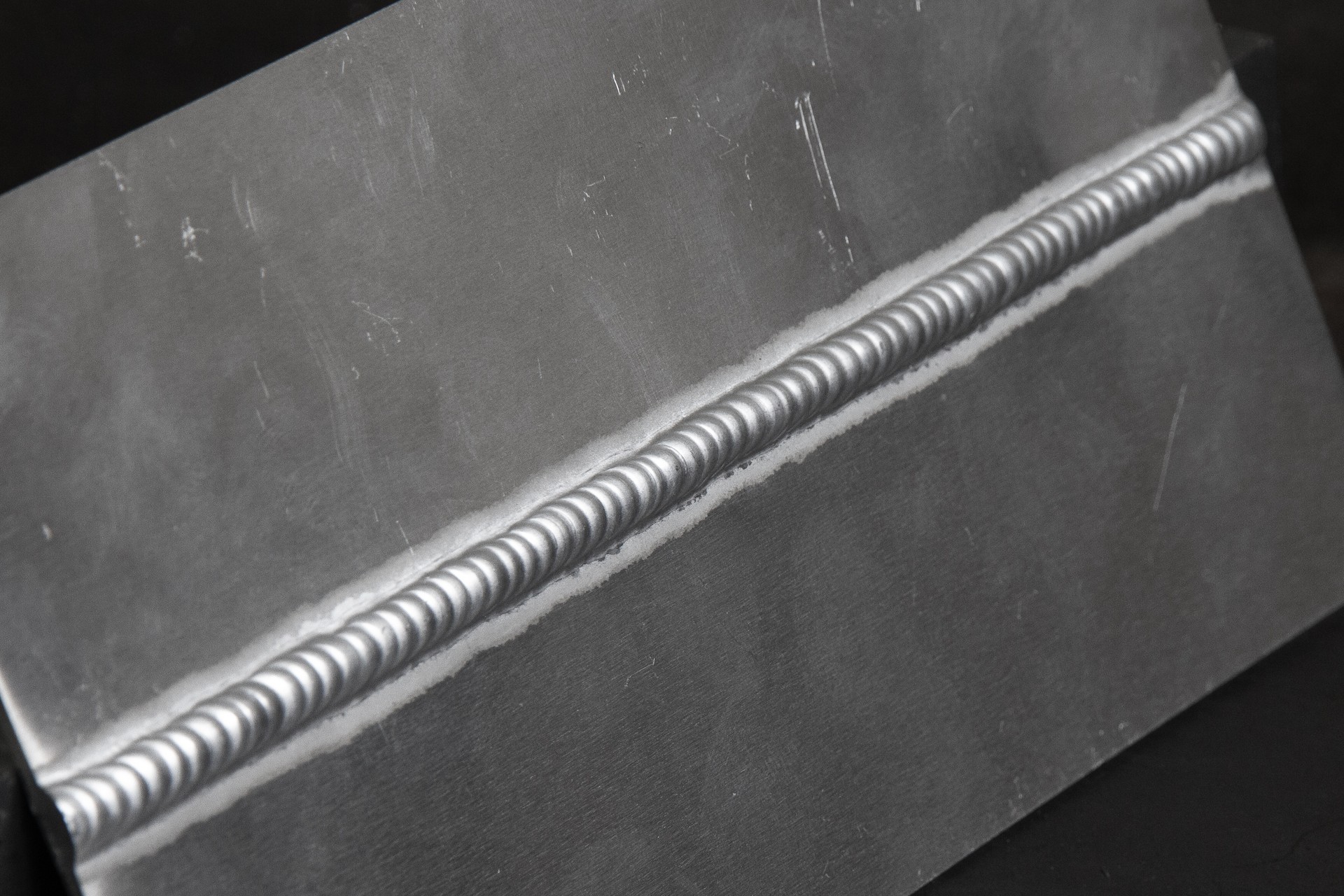
TIG WELDING TECHNIQUE REQUIRES ACCURACY
TIG welding is used in sites where the appearance of the weld is important. This presents special requirements for the accuracy of the welding job. Additionally, TIG welding is more demanding because there are more issues to control in this welding technique than in the other techniques. In TIG welding, the torch is moved with one arm while the other feeds the filler material to the molten weld. A TIG welder must, therefore, accurately control both arms and one cannot be used for supporting the torch as in MIG/MAG welding.
These special requirements make TIG welding more difficult particularly in the beginning. However, the arms will soon adjust to the paths of motion required in welding and TIG welding becomes routine. Yet, demanding TIG welding is usually done by a welder who specializes in TIG welding.
TIG welding is done with a pushing torch motion. The filler can be fed into the weld either drop by drop or continuously, keeping the filler wire constantly in the molten weld.

Kemppi marketing
Kemppi marketing
Kemppi marketing aims to evoke discussion on the transformation of modern welding and bring you the latest stories from within the global welding industry, told by true experts in their respective fields.
Related products

Product family
Minarc T ACDC is a portable multi-voltage welding machine that allows you to perform high-quality AC/DC TIG welding and professional weld cleaning with one machine.

Product family
The new master of AC and DC TIG welding, MasterTig sets new standards for weld quality, usability, and power efficiency. Its modular design ensures that your machine exactly meets your needs.

Product family
Flexlite TX welding torches are designed to be used with Kemppi's TIG welding equipment. The torch range includes several neck models, offering superb cooling performance and good access to challenging joint designs.
More blog posts
Other welding methods
MIG brazing and laser, submerged, plasma, spot, friction, and explosion welding
Welding ABC
Robotic welding
Robotic welding applications, systems, and techniques
Welding ABC

Stick welding
Applications, equipment, electrodes, and techniques for stick welding
Welding ABC
Kemppi's advanced welding processes: TIG and stick welding (MMA)
In TIG welding, process development has mainly focused on modifying the current modes in different situations. In practice, this means variations of pulse and AC welding, as well as ignition or tack welding. In the case of pulse welding, the welding machine user has numerous choices, as the adjustment possibilities for these process variations are highly versatile.
Welding ABC, Manual welding

Magnetism in welding: how to deal with magnetic blow
When welding ferritic steels, especially high-strength grades, magnetic blow can become a real challenge. This phenomenon occurs when magnetic fields interfere with the welding arc, causing instability, spatter, and sometimes making welding almost impossible.
Manual welding

Welding performance starts at the torch
A closer look at the most hands-on part of every weld.
Manual welding
