Manual welding
Magnetism in welding: how to deal with magnetic blow
November 24, 2025
When welding ferritic steels, especially high-strength grades, magnetic blow can become a real challenge. This phenomenon occurs when magnetic fields interfere with the welding arc, causing instability, spatter, and sometimes making welding almost impossible.
Jani Kumpulainen
Why Magnetic Blow Happens
Magnetic blow is caused by residual magnetism in the steel. High-strength steels, with their fine grain structure, tend to retain magnetism more easily than regular mild steels. Magnetism can be introduced into the material in several ways — for example:
Magnetic lifting cranes commonly used in production halls
Previous welding operations, especially when using high DC current
Once the material becomes magnetized, the magnetic field can distort the electric arc and push it away from the weld joint.
How It Affects Welding
Magnetic blow can disturb all types of arc welding processes.
Pulse MAG welding is particularly sensitive to it.
TIG and MMA (stick welding) are also heavily affected.
Short arc welding is the least sensitive, but still not immune.
In practice, magnetic blow causes arc instability, spatter, and arc breaks. In severe cases, welding becomes impossible because the arc refuses to stay in its intended position.
How to Measure Magnetism
Magnetic fields in steel can be measured using a gaussmeter or magnetometer, typically in millitesla (mT). While there is no exact threshold, both tests and experience show that:
Around 5–20 mT can already affect arc stability
Over 20 mT often causes major welding issues
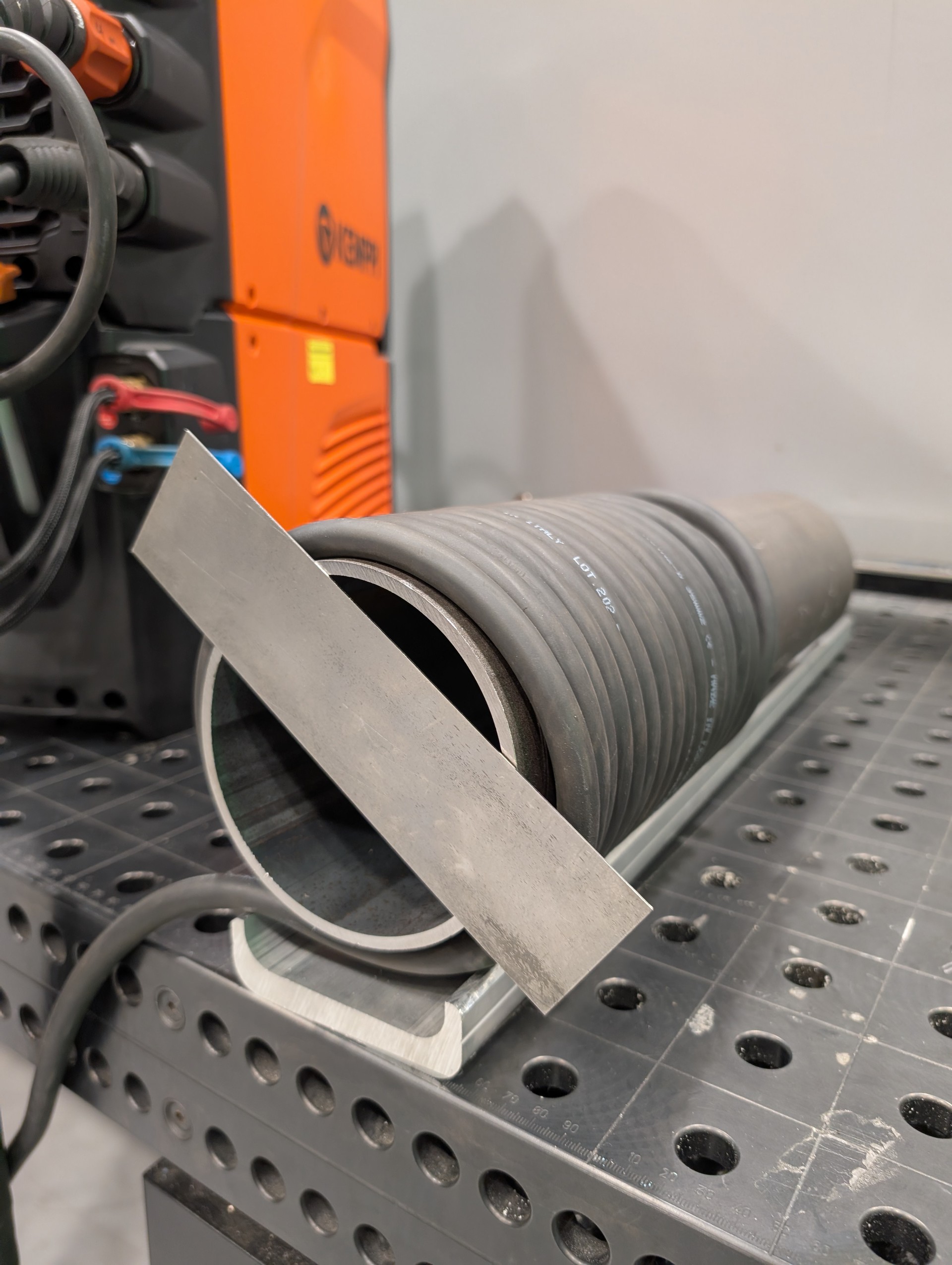
If a measuring device isn’t available, a quick practical test can help. A thin steel sheet can reveal magnetism if it sticks to the end of a pipe (see Picture 1).
How to Remove Magnetism
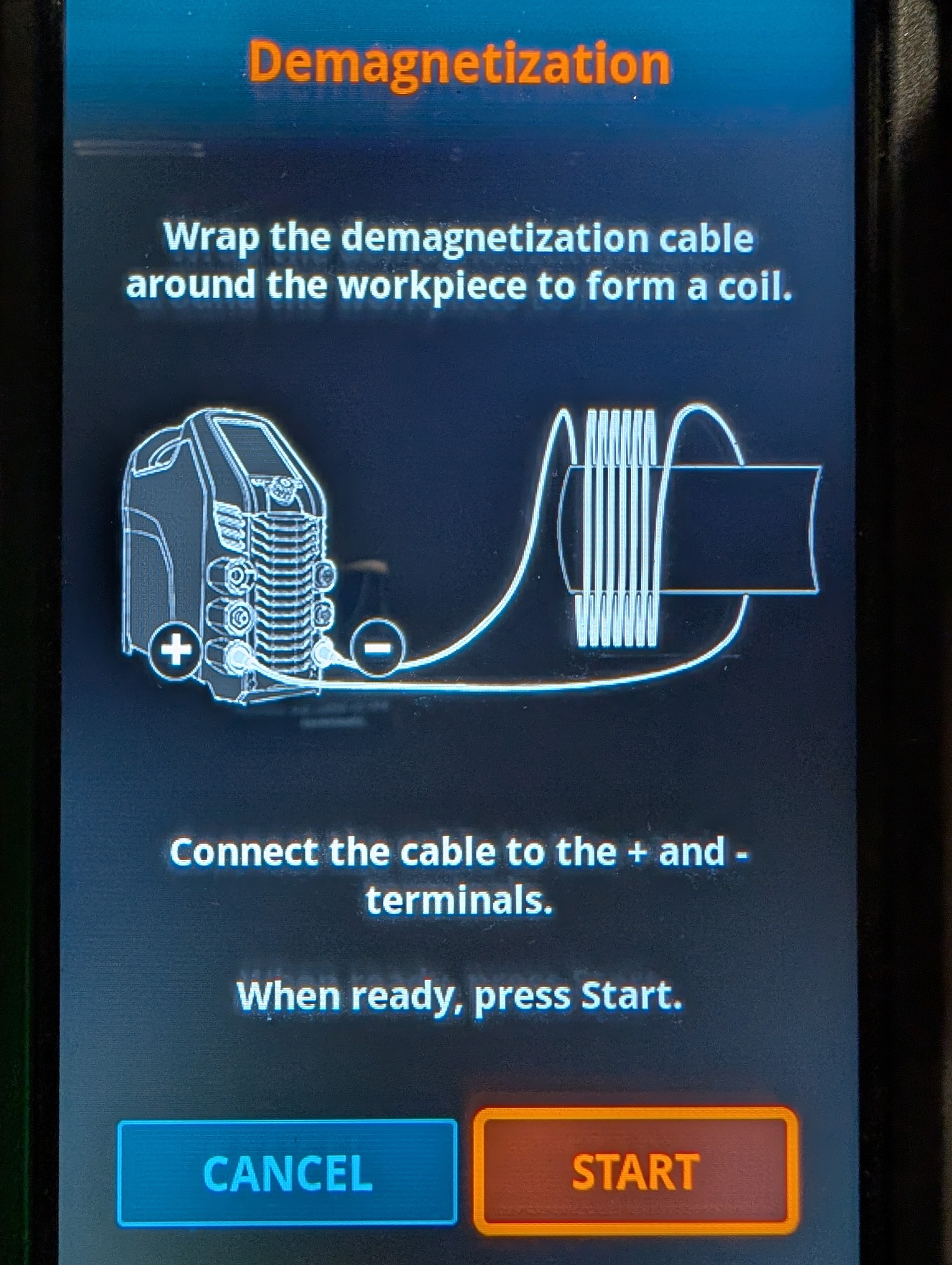
Magnetism can be removed from steel parts using AC current. Traditionally, this requires wrapping a cable around the workpiece and carefully reducing the alternating current to zero—a method that can be quite tricky without specialized equipment.
Now, there’s an easier way.
Kemppi’s new Master T TIG machine family includes an automatic demagnetization function in all AC/DC models. The process is simple: Just follow the on-screen instructions, press the START button, and in about 30 seconds, the magnetism is gone. No extra tools needed.
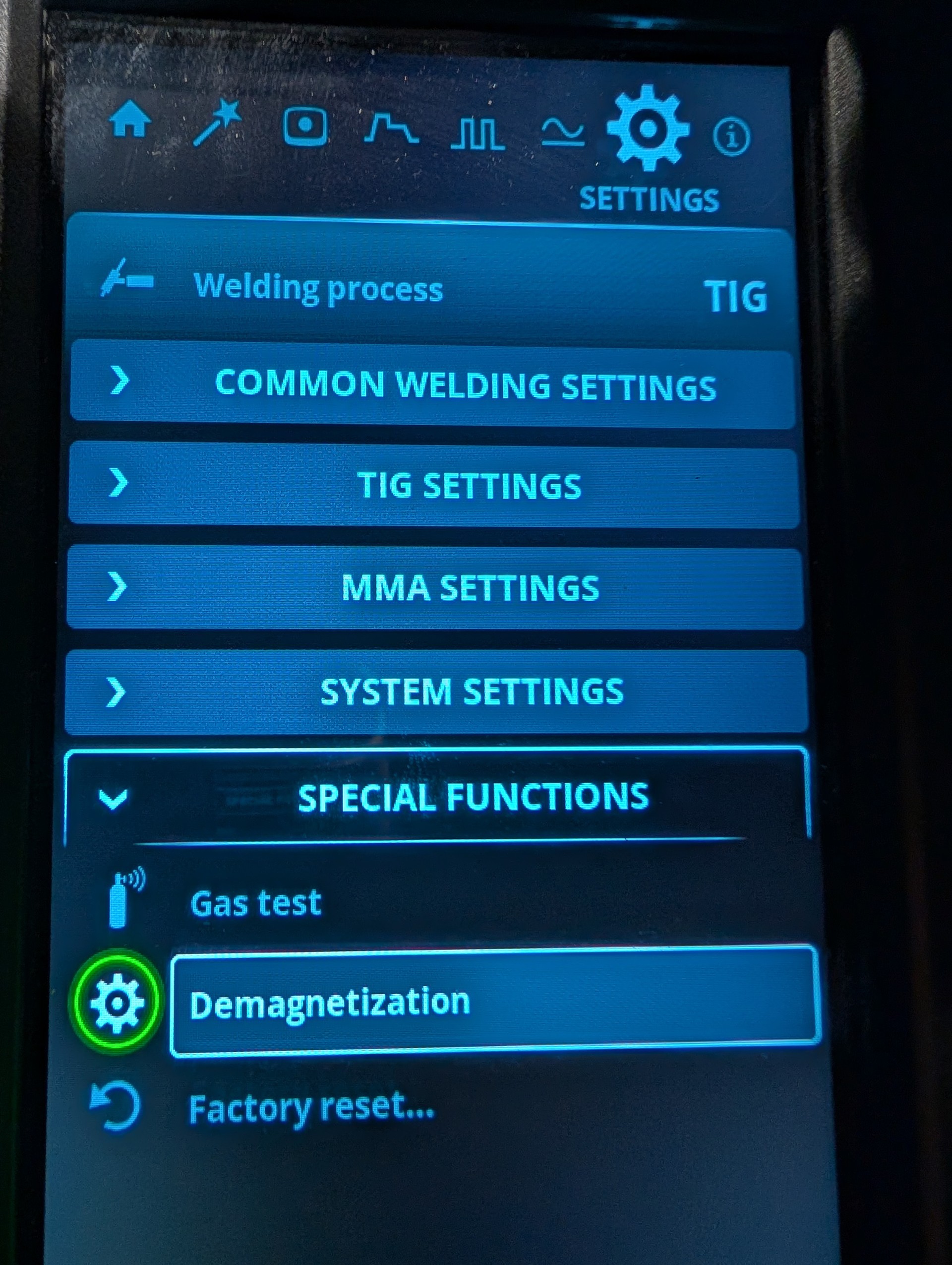
The demagnetizing function in the Kemppi Master T 355 AC/DC.
The demagnetizing function in the Kemppi Master T 355 AC/DC.
Case Example – SSAB Raex 500 Steel
High-strength and wear-resistant steels, such as SSAB Raex 500, are especially prone to magnetism issues. The following video demonstrates how the Kemppi Master T 355 AC/DC can effectively demagnetize such material, restoring stability and smoothness to the welding process.

Jani Kumpulainen
Jani Kumpulainen
Welding Technology Manager at Kemppi Oy. International Welding Engineer (IWE) and Inspector (IWI-C) who has over 15 years of experience as a welding expert in welding process development, welding coordination of pressure vessels and international sales. Interested in understanding the whole welding industry including welding processes, weldable materials, and welding quality standards.
Related products

Product family
Master T is a premium TIG welding machine for professional AC DC TIG welding. It delivers exceptional weld quality, precision, and energy efficiency. With advanced features like MAX WeldClean and DeMagnetization mode, it boosts productivity while ensuring consistent results.
More blog posts

How does steel welding benefit from special processes?
Welding mild steels may often be considered a simple task. However, welding these steels has specific characteristics that can make the welding process challenging.
Manual welding, Welding ABC

TIG welding
Applications, welders, and techniques for TIG welding
Welding ABC

Kemppi's advanced welding processes: MIG/MAG welding
One of the most important elements in developing welding equipment has long been improving welding processes and creating new process variations. Modern measurement and arc control methods have made a wide range of variations in the arc welding process possible. These advanced welding processes significantly improve welding production efficiency and weld quality. This article presents the special processes and operations developed by Kemppi for MIG/MAG welding.
Welding ABC, Manual welding
Kemppi's advanced welding processes: TIG and stick welding (MMA)
In TIG welding, process development has mainly focused on modifying the current modes in different situations. In practice, this means variations of pulse and AC welding, as well as ignition or tack welding. In the case of pulse welding, the welding machine user has numerous choices, as the adjustment possibilities for these process variations are highly versatile.
Welding ABC, Manual welding

Welding performance starts at the torch
A closer look at the most hands-on part of every weld.
Manual welding

How Kemppi helps its partners succeed in cobot welding
In this article, we discuss the evolving landscape of cobot welding with two industry experts: Alessio Cocchi, Global Cobot Sales & Marketing Manager from ABB, and Jakub Bancer, Key Account Manager from FANUC.
Welding automation, People
