Welding ABC
Kemppi's advanced welding processes: TIG and stick welding (MMA)
December 8, 2025
In TIG welding, process development has mainly focused on modifying the current modes in different situations. In practice, this means variations of pulse and AC welding, as well as ignition or tack welding. In the case of pulse welding, the welding machine user has numerous choices, as the adjustment possibilities for these process variations are highly versatile.
Antti Kahri
Pulse TIG
In pulse TIG welding, the welding current is pulsed in a similar way to the pulse MIG/MAG welding described above. However, in TIG welding, the purpose of the pulses is not to create droplet-like material transfer, as the electrode is not intended to melt. For this reason, the pulsing adjustment options are considerably more extensive than in MIG/MAG welding. Different equipment manufacturers have implemented these adjustment options in slightly different ways. For example, the Kemppi Master T product family offers manual pulse and auto pulse options. With manual pulse, the pulse current, base current, pulse ratio, and pulse frequency can all be freely adjusted to the desired values. For example, the pulse frequency can be adjusted between 0.2 and 300 Hz in DC(-) welding and between 0.2 and 20 Hz in AC welding. Manual pulse can therefore be used with both types of current as a so-called long pulse and, with DC, also as a short pulse. With Auto Pulse, on the other hand, the user only needs to adjust the welding current, and all pulse parameters are automatically adjusted to enable optimized DC fast pulse welding (frequency approximately 100 to 400 Hz), which can be performed effortlessly and efficiently.
The benefits of short pulses are based on the fact that a high pulse frequency narrows the arc. A narrow arc is easy to focus on and has a higher power density, enabling the use of lower welding currents or higher travel speeds, which reduces heat input. Long pulses also help to control heat input, as the pulse current allows the material to be melted with a lower average current. In addition, the variation in pulse and base current helps to regulate the travel and filler feed, making it easier to achieve consistent welds and, if necessary, a scalloped appearance without any special welding technique.
Pulse TIG is available in the following Kemppi machines:
Master T (Auto Pulse and Manual Pulse)
Minarc T ACDC (Pulse, only adjusting pulse frequency control)
Minarc T DC MLP (Pulse, only adjusting pulse frequency control)
Double Pulse TIG
In double pulse TIG welding, the welding current is pulsed simultaneously at two frequencies: slowly (0.2–30 Hz) and quickly (100–400 Hz), with negative direct current. The principle of welding current operation is shown in Figure 9. The finished welding program determines the parameters for fast pulsing, so the user does not need to adjust them. The parameters for slow pulsing can be adjusted, but there are factory settings suitable for general use.
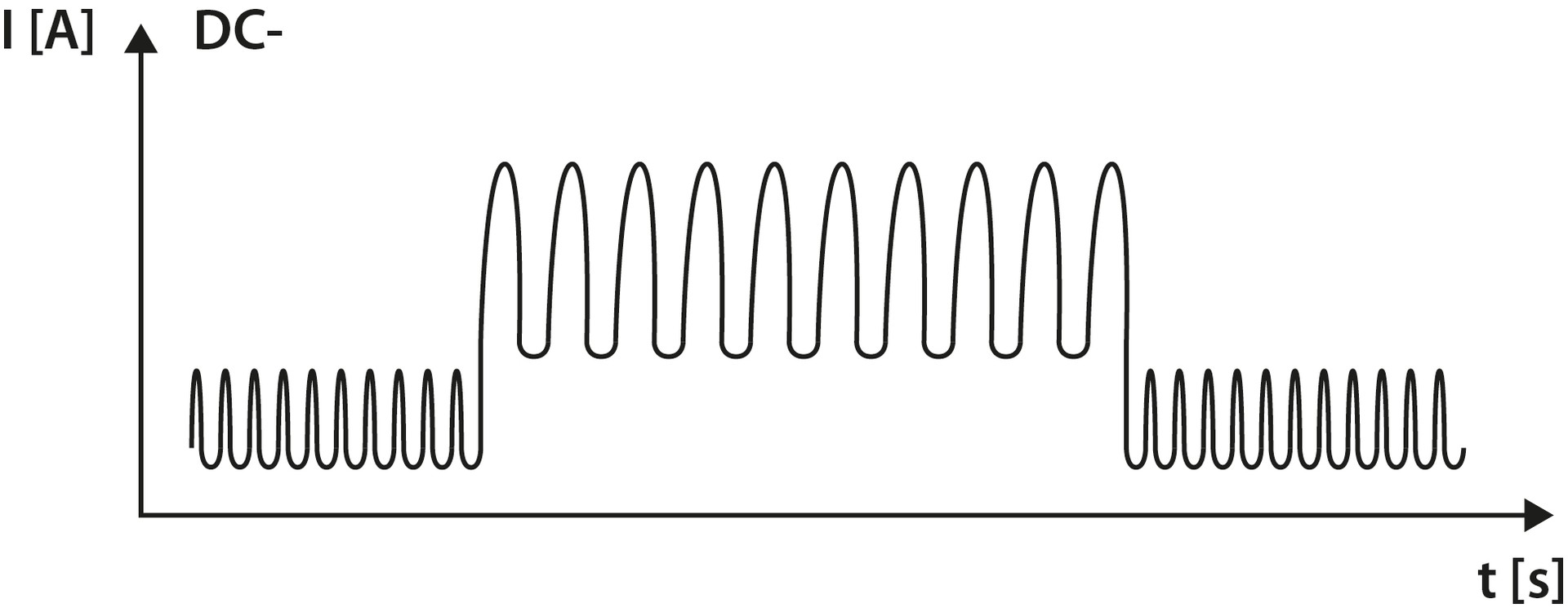
Since dual pulse uses both fast and slow pulses, it also combines the benefits of both. Thanks to the fast pulse, the arc is narrow, rigid, and easy to focus on. In addition, the instantaneous high power of the slow pulse improves the flowability of the molten metal, enabling higher travel speeds for certain types of joints (especially butt and lap joints). On the other hand, the momentary low power of the slow pulse can be utilized to advantage in solidifying the molten metal, which enhances the positional welding properties, for example. The following applications are particularly well-suited to double-pulse TIG:
thin sheets
fillet and corner welds
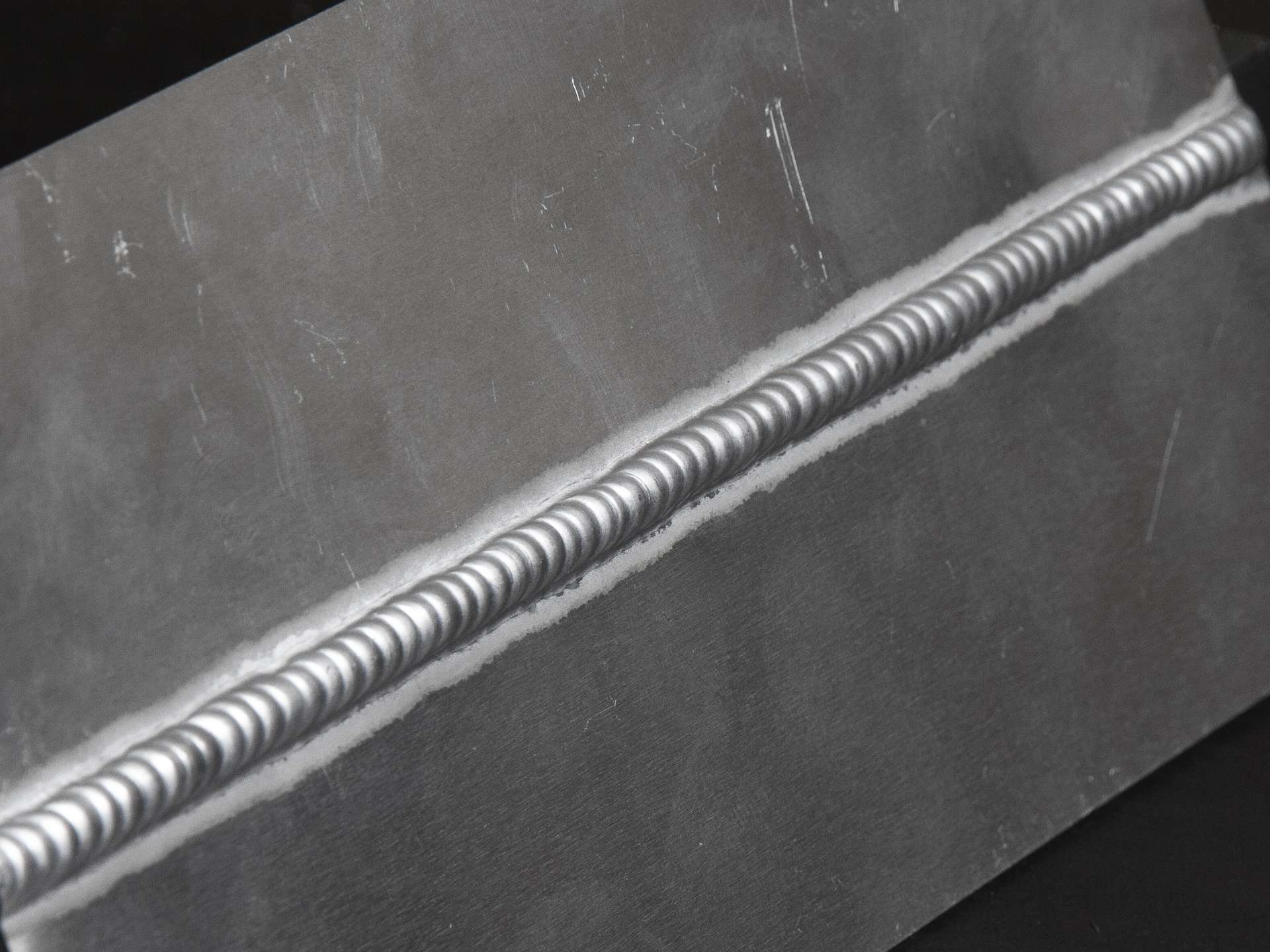
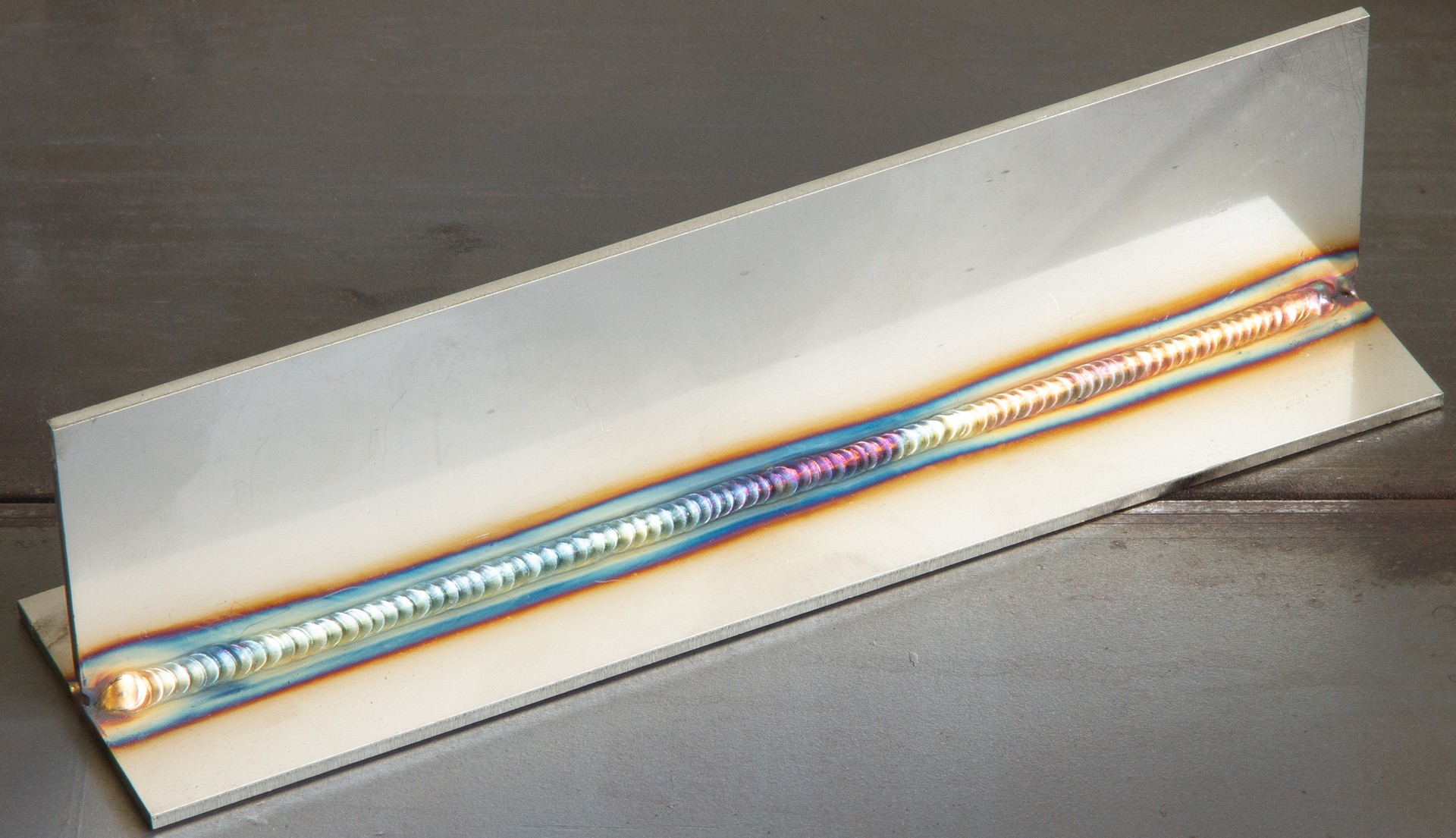
welds with high visual quality requirements (Figure 2)
stainless steels
materials requiring low heat input, such as high-strength steels, duplex steels, and super austenitic steels
challenging non-ferrous metals weldable with direct current, such as titanium
Double Pulse TIG is available in the following Kemppi machines:
Master T (only models with TFT panel)
MicroTack
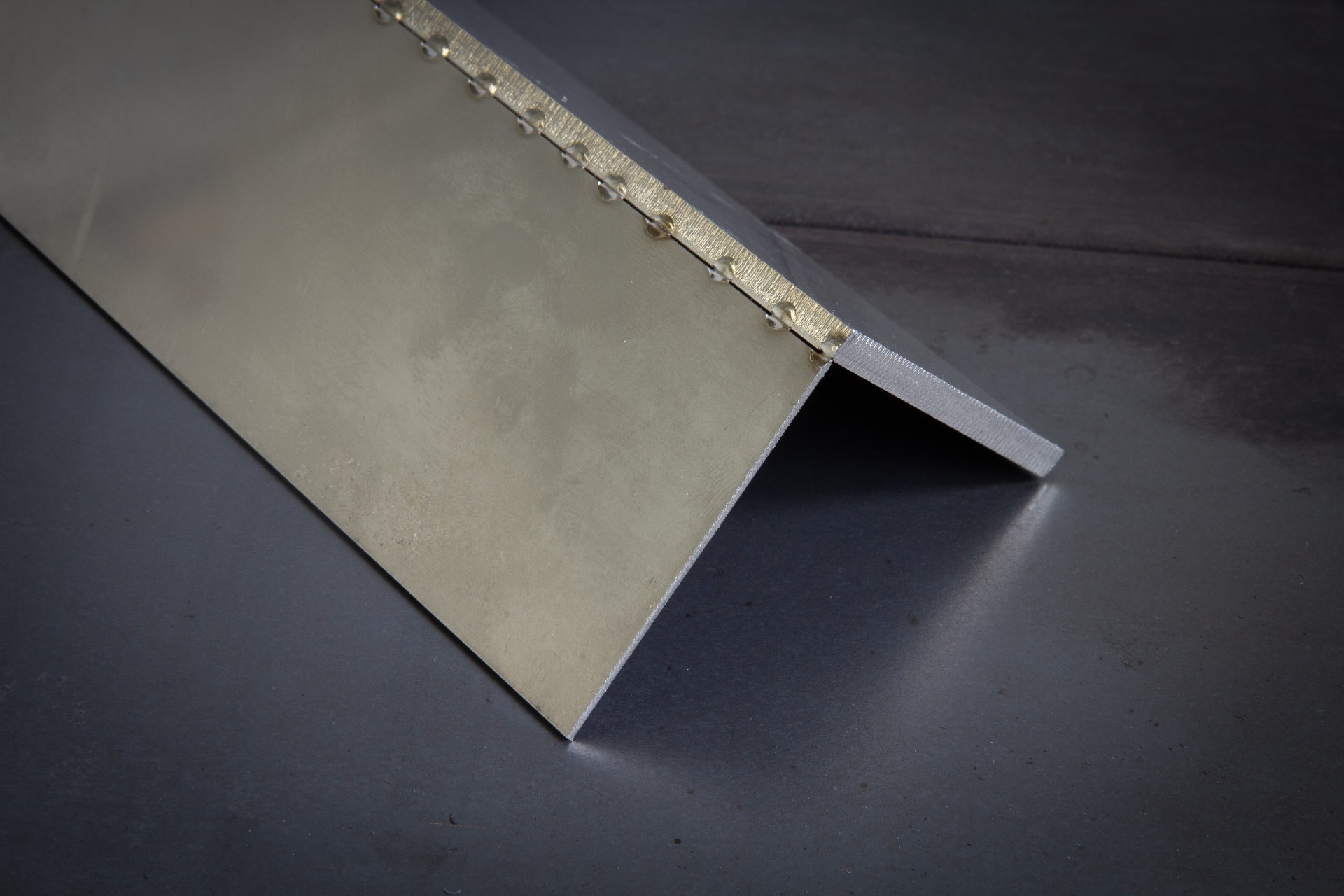
The MicroTack function has been developed to facilitate tack welding, reduce the time spent on it, and improve the quality of the tack weld. The function has been developed for tack welding thin parts made of various types of steel and titanium. Its range of applications starts with fine machining and is effective up to a material thickness of 4 mm. MicroTack is based on a customized current pulse that is very effective and fast. The low heat input is made possible by a short pulse time, typically only milliseconds to tens of milliseconds. The small, high-quality bridge welds produced in this way resemble those made with a laser in appearance and properties (Figure 3). The figure also clearly illustrates the beneficial effect of low heat input on deformation. Thanks to the low and controlled heat input, the risk of burn-through is also lower than in traditional TIG bridging.
MicroTack is available in the following Kemppi machines:
Master T
With the Master T power sources, the MicroTack function can also be used with a pre-programmed pulse sequence. The MicroTack sequence feature enables regular pauses between pulses, allowing for longer bridges to be made as identical as possible. In addition, the series feature allows for continuous spot welding, similar to pulse welding, resulting in a very low overall heat input. This new series feature can be widely used in various mechanization applications.
MIX TIG
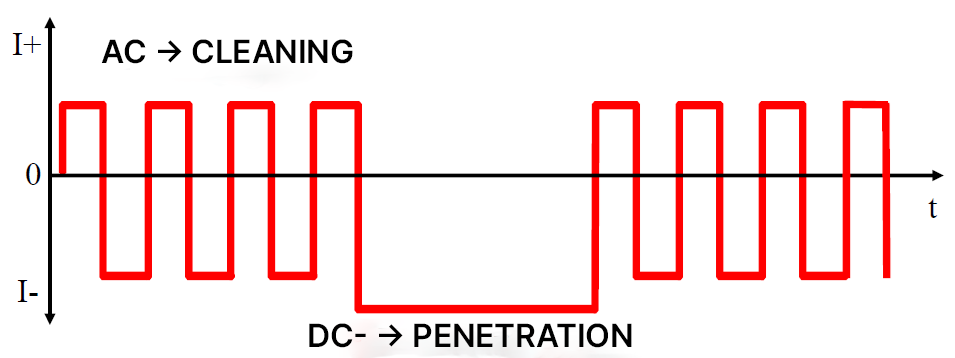
MIX TIG is a combination of alternating AC and DC cycles (Figure 4). The AC cycle provides the process with an oxide cleaning effect, while the DC (-) cycle provides penetration. The ratio of cleaning to penetration can be adjusted to suit each welding application. MIX TIG is used for welding aluminum and its alloys. The narrow arc of the process is well-suited for deep single-V and tight corners. Good alignment makes it easy to perform quick starts. Other benefits of the process include good weld pool control when welding materials of different thicknesses together, as well as the easy-to-achieve uniformity of welds enabled by the rhythm. Compared to traditional AC welding, MIX TIG is more sensitive to impurities.
MIX TIG is available in the following Kemppi machines:
Master T ACDC models
Stick welding (MMA)
In stick welding, the possibilities for developing process variations are limited because the electrode is manually fed into the weld pool. Additionally, the electrode only operates optimally within a fairly narrow current range. Many welding equipment manufacturers have therefore focused solely on optimizing the basic process characteristics of stick welding. However, some process variations have been developed, with pulse stick welding probably being the most common.
Pulsed stick welding
In stick welding, pulsing the welding current is still only possible with a few devices. Kemppi has developed an easy-to-use pulse function for the Master S 305 stick welding machine, which can be used in a wide range of stick welding applications. In pulsed stick welding, the welding current varies between two levels at a frequency selected by the user. These two current levels have been selected so that they both typically remain within the good operating range of the electrode when the average current is set close to the midpoint of the operating range.
Except for the variation in current levels, the operating principle is identical to that of conventional stick welding. The principle of pulse stick welding is shown in Figure 13. The Master S 305's pulsed stick feature is optimized for basic electrodes, but it is suitable for use with almost all types of electrodes. Based on welding tests conducted at Kemppi's welding laboratory, pulse stick welding is most effective in positional welding, small joints, and root welding.
Pulsed stick welding is available in the following Kemppi machines:
Master S 305
Table of advanced welding programs compatible with Kemppi welding machines
Master T | Minarc T ADCD | Minarc T DC MLP | Master S 305 | |
Pulse TIG | x | x (pulse frequency control) | x (pulse frequency control) | |
Double Pulse TIG | x (TFT models) | |||
MicroTack | x | |||
MIX TIG | x (ACDC models) | |||
Pulse stick welding | x |

Antti Kahri
Antti Kahri
A respected expert in the field of welding, who tragically passed away in early June 2025 while pursuing his passion on a fly fishing trip. As a Welding Engineer on Kemppi Oy’s Welding Team, he held the prestigious International Welding Engineer (IWE) qualification and brought over a decade of experience to developing advanced welding characteristics for TIG, MIG/MAG, and MMA welding machines, including the renowned X8 MIG Welder and MasterTig. Known for his deep expertise and commitment to welding excellence, he was passionate about enhancing the quality and efficiency of welding through user-friendly innovations. His legacy lives on in the technology he helped shape and in the inspiration he offered to colleagues and the wider welding community.
Related products

Product family
Master T is a premium TIG welding machine for professional AC DC TIG welding. It delivers exceptional weld quality, precision, and energy efficiency. With advanced features like MAX WeldClean and DeMagnetization mode, it boosts productivity while ensuring consistent results.

Product family
Minarc T ACDC is a portable multi-voltage welding machine that allows you to perform high-quality AC/DC TIG welding and professional weld cleaning with one machine.

Product family
Minarc T DC is the ideal multi-voltage solution for TIG welders on the move. Weighing only 9.6kg and producing 220A, Minarc T 223 DC is the small but mighty TIG with MMA included.
More blog posts

Kemppi's advanced welding processes: MIG/MAG welding
One of the most important elements in developing welding equipment has long been improving welding processes and creating new process variations. Modern measurement and arc control methods have made a wide range of variations in the arc welding process possible. These advanced welding processes significantly improve welding production efficiency and weld quality. This article presents the special processes and operations developed by Kemppi for MIG/MAG welding.
Welding ABC, Manual welding

TIG welding
Applications, welders, and techniques for TIG welding
Welding ABC

Find the right parameters for TIG welding
Successful welding relies upon a combination of parameter settings and choices.
Welding ABC

Magnetism in welding: how to deal with magnetic blow
When welding ferritic steels, especially high-strength grades, magnetic blow can become a real challenge. This phenomenon occurs when magnetic fields interfere with the welding arc, causing instability, spatter, and sometimes making welding almost impossible.
Manual welding

Welding performance starts at the torch
A closer look at the most hands-on part of every weld.
Manual welding

How Kemppi helps its partners succeed in cobot welding
In this article, we discuss the evolving landscape of cobot welding with two industry experts: Alessio Cocchi, Global Cobot Sales & Marketing Manager from ABB, and Jakub Bancer, Key Account Manager from FANUC.
Welding automation, People
